|
’™“™£ļ‘ŕ –ąŲĹõ(j®©ng)Ěķłā†é»Áīňľ§Ń“ĶńĹŮŐž, őŚĹū÷∆‘ž––ėI(y®®)»Áļő”––ßĶōŖM––÷∆‘žŖ^≥ŐĶńŔ|(zh®¨)ŃŅŅō÷∆,“—≥…ěť”įŪĎ∆ůėI(y®®)ń‹∑ŮĪ£≥÷ –ąŲłā†éѶĶńļň–ń“Úňō.ŽS÷ÝúyŃŅľľ–gĶń≤ĽĒŗŐŠłŖ“‘ľį…ķģa(ch®£n)“é(gu®©)ń£Ķń≤ĽĒŗČ—īů,āųĹy(t®Įng)Ķń»ňĻ§úyŃŅ∑÷őŲ∑Ĺ∑®≤ĽĶęłķ≤Ľ…Ō––ėI(y®®)Ķńįl(f®°)’Ļ≤Ĺ∑•,łŁüo∑®Ī£◊Cľ”Ļ§ģa(ch®£n)∆∑ĶńŔ|(zh®¨)ŃŅ.
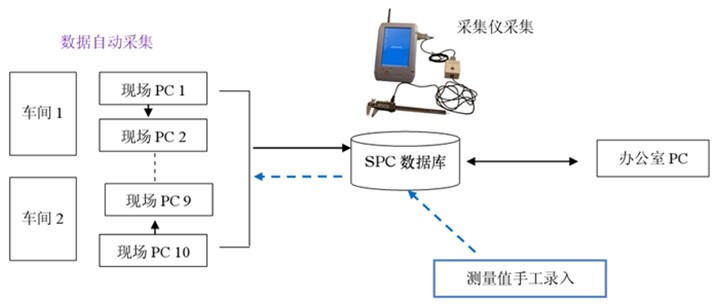
‘ŕīň«ťõrŌ¬,ő“āÉľĪ–Ť≤…»°∑NłŖ–ßĶń∆∑Ŕ|(zh®¨)ĪO(ji®°n)Ņō∑÷őŲ∑Ĺ∑®,ĀŪĪ£◊Cģa(ch®£n)∆∑Ķń∆∑Ŕ|(zh®¨),∂ÝSPC◊ųěť“Ľ∑NŖ^≥Ő∆∑Ŕ|(zh®¨)ĪO(ji®°n)Ņō∑÷őŲĻ§ĺŖ, ňŁŅ…“‘ƶ…ķģa(ch®£n)Ŗ^≥ŐĶńłųāÄŽA∂őŖM––Ņō÷∆£¨Źń∂ÝŖ_ĶĹłńŖMŇcĪ£◊CŔ|(zh®¨)ŃŅĶńńŅĶń°£Ō¬√śŇeő“āÉ∆š÷–“ĽāÄőŚĹū÷∆‘ž––ėI(y®®)SPCįłņż,ĀŪĹťĹBő“āÉĎ™”√»ÁļőĎ™”√
QSmart SPCŌĶĹy(t®Įng)
ĀŪƶőŚĹū÷∆‘ž––ėI(y®®)ŖM––úyŃŅĒĶ(sh®ī)ďĢ(j®ī)◊‘Ą”≤…ľĮľįŖ^≥ŐŅō÷∆Ķń.
“‘Ō¬ «ń≥őŚĹū÷∆‘žĻęňĺĶń¨F(xi®§n)†Ó
•
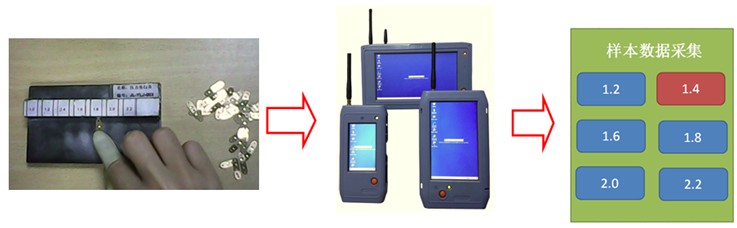
◊‘Ą”úyŃŅ‘Oāš£ļģĒ«į”–8ólŃųňģĺÄ£¨∆š÷–÷Ľ”–“ĽŇ_≥ŲōõôzÚě…ķģa(ch®£n)‘OāšŅ…Ćć¨F(xi®§n)ĒĶ(sh®ī)ďĢ(j®ī)Ćß»ŽĻ¶ń‹£¨∆šňŻúy‘áÖĘĒĶ(sh®ī)Ķńšõ»Ž÷ų“™ «“ņŅŅ ÷Ļ§∑Ĺ∑®ŖM––šõ»Ž£Ľ
•
Ņ®≥ŖŃŅúy£ļ”–”őėňŅ®≥ŖúyŃŅģa(ch®£n)∆∑≥ŖīÁ£¨Ņ®≥Ŗ≤ĽéßīģŅŕ£¨–Ť“™≤Ŕ◊ų»ňÜT ÷Ļ§›Ē»Ž£Ľ
•
ČļѶŃŅúy£ļńŅ«įŅŅ»ňĻ§ŖM––úyŃŅ£¨įŔ∑÷ĪŪĪP◊xĒĶ(sh®ī)ěť÷łŠė Ĺ£¨ļůņm(x®ī)Ņ…Ćß»ŽĒĶ(sh®ī)Ô@éßīģŅŕ∑Ĺ ĹįŔ∑÷ĪŪ°£
•
ČļѶūŃŅúy£ļńŅ«į Ļ”√ĻŐ∂®Ķń“é(gu®©)łŮ÷őĺŖŖM––ôzúy£¨üo∑®◊‘Ą”◊xĒĶ(sh®ī)Ĺy(t®Įng)”č°£
Ćć ©SPCŌĶĹy(t®Įng)ĶńńŅĶń
•
ňý”–ôzúyÖĘĒĶ(sh®ī)Õ®Ŗ^ ÷Ļ§šõ»ŽĶĹŌĶĹy(t®Įng)÷–£¨≤ĘĪ£īśĶĹļůŇ_ĒĶ(sh®ī)ďĢ(j®ī)éž÷–£Ľ
•
◊‘Ą”ŃŅúyÉx∆ųĒĶ(sh®ī)ďĢ(j®ī)Ņ…“‘◊‘Ą”Ćß»ŽŌĶĹy(t®Įng)£¨ŖM––ĒĶ(sh®ī)ďĢ(j®ī)∑÷őŲ£Ľ
•
ČļѶūúy‘áŅ…Õ®Ŗ^≤ĽÕ¨Ķń“é(gu®©)łŮ÷őĺŖƶϙŌŗĎ™ĒĶ(sh®ī)őĽ÷√ĒĶ(sh®ī)ŃŅ≤…ľĮ÷Ń∑ĢĄ’∆ų÷–(ģa(ch®£n)∆∑Ŗ^–°£¨őī’“ĶĹ◊‘Ą”ôzúy‘Oāš«į£¨Ĺ®◊h Ļ”√7°į”|√Ģ∆∑∑Ĺ ĹŖM––ĒĶ(sh®ī)ďĢ(j®ī)≤…ľĮĽÚ ÷Ļ§šõ»Ž∑Ĺ Ĺ)£Ľ
•
…ķģa(ch®£n)¨F(xi®§n)ąŲ°Ę∆∑Ŕ|(zh®¨)°ĘĻ§≥ŐĻ‹ņŪ»ňÜTŅ…‘ŕřkĻę “Ććēr≤ťŅī…ķģa(ch®£n)¨F(xi®§n)ąŲģĒ«įĶń†Óõr£¨ľįƶģź≥£ŖM––ľīērĶń∑÷őŲ£Ľ
•
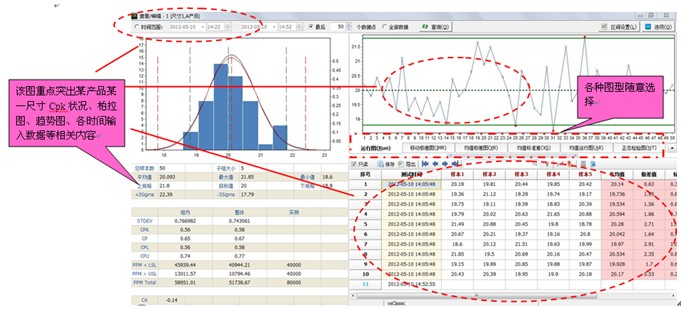
“ņ»’∆ŕ°Ęģa(ch®£n)∆∑Óź–Õ°Ę…ķģa(ch®£n)‘OāšĆß≥Ų∑ĢĄ’∆ųīśÉ¶ģa(ch®£n)∆∑ŌŗÍP–ŇŌĘ£¨ľįłų‘Oāšģa(ch®£n)∆∑CPK◊ÉģźĪ»›^£¨ņŻ”ŕģa(ch®£n)∆∑∆∑Ŕ|(zh®¨)Ķ√ĶĹ”––ßĶńĪO(ji®°n)Ņō°£
łýďĢ(j®ī)‘ďŅÕĎŰĶń¨F(xi®§n)†Óľįňý∆ŕÕŻŖ_ĶĹĶńńŅĶń,≤ĘĹY(ji®¶)ļŌő“āÉŐę”—∂ŗńÍěť÷∆‘žėI(y®®)ŅÕĎŰŐŠĻ©SPC∆∑Ŕ|(zh®¨)ĪO(ji®°n)ŅōĹ‚õQ∑ĹįłĶńĆćĎū(zh®§n)Ĺõ(j®©ng)Úě,◊ÓĹKő“āÉī_ŃĘŃň“ĽŐ◊ĺęú ĶńSPCĹ‚õQ∑ĹįłĹoĶĹ‘ďŅÕĎŰ,“‘Ō¬ «ŌĶĹy(t®Įng)’ŻůwĹ‚õQ∑ĹįłĹY(ji®¶)ėčąD:
ŌĶĹy(t®Įng)ļň–ńĻ¶ń‹
1.łýďĢ(j®ī)≤ĽÕ¨ĶńÉx∆ų£¨≤…”√÷ĪĹ”ŹńĒĶ(sh®ī)ďĢ(j®ī)őńľĢ÷–Ćß≥ŲĒĶ(sh®ī)ďĢ(j®ī)ĶĹĒĶ(sh®ī)ďĢ(j®ī)éž÷–£¨ĒĶ(sh®ī)ďĢ(j®ī)≤…ľĮĶń∑Ĺ Ĺěť◊‘Ą”≤…ľĮ∑Ĺ Ĺ£¨üo–Ť»ňÜTł…ÓA£Ľ√Ņúy‘á“Ľīő£¨ Ļ”√
ĒĶ(sh®ī)ďĢ(j®ī)≤…ľĮÉx∆ų
ŖM––ĒĶ(sh®ī)ďĢ(j®ī)Ĺy(t®Įng)”č£¨…Ōāų∑ĢĄ’∆ųļůŖM––įōņ≠ąDÖRŅā°£
2.”√ĎŰŅ…‘O÷√úyŃŅĒĶ(sh®ī)ďĢ(j®ī)Ķń‘OāšĺéŐĖ°Ęń£ĺŖĺéŐĖ°Ęń£—®ŐĖĶ»∑÷Ć”–ŇŌĘ£¨≤ĽÕ¨ĶńĆ”īő–ŇŌĘÔ@ ĺěť≤ĽÕ¨ĶńąD–ő£ĽŌ¬ąDěťő“Ļęňĺ
SPC‹õľĢ
’Ļ ĺĹÁ√ś£¨ĺŖůw’Ļ ĺÉ»(n®®i)»›Ņ…łýďĢ(j®ī)ŅÕĎŰ“™«ůŖM––∂®÷∆°£
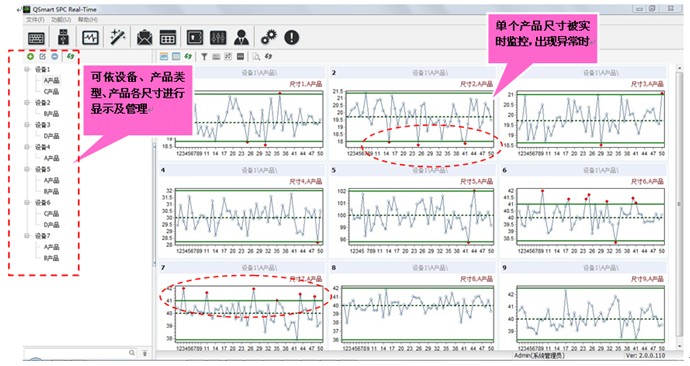
3.ģĒ≥Ų¨F(xi®§n)≥¨Ŗ^“é(gu®©)łŮĶ»Ŕ|(zh®¨)ŃŅ ßŅōēr£¨ŌĶĹy(t®Įng)◊‘Ą”Ň–Ēŗ «∑ŮļŌłŮ≤ĘĹo≥Ų“ē”XļÕ¬ē“ŰąůĺĮ£¨¨F(xi®§n)ąŲ»ňÜTĆĘÕ£÷Ļ…ķģa(ch®£n)÷Ī÷ŃÜĖÓ}Ĺ‚õQ£Ľ
4.
CPK
Ļ§–Úń‹Ń¶∑÷őŲ
•
Ņ…“‘įī‘Oāš°Ęģa(ch®£n)∆∑ļÕ≥ŖīÁ∑÷ÓźŖM––ĪO(ji®°n)ŅōļÕ«–ďQ
•
∑÷ľČąůĺĮ£ļŅ…“‘Õ¨ēr‘O÷√∂ŗāÄąůĺĮ∑∂áķ£¨»Á£ļ“é(gu®©)łŮ°ĘŅō÷∆Ōř°ĘÓAĺĮŌřĶ»£¨≤Ę«“Ņ…“‘‘O÷√ƶϙĶńÓĀ…ę
•
»ÁĻŻ”√ĎŰĶńôŗŌř◊„ČÚ£¨ ßŅō†ÓĎB(t®§i)Ņ…“‘‘O÷√ňŁĶńť_ÍP†ÓĎB(t®§i)
•
ļ¨»ő“‚ ßŅō†ÓĎB(t®§i)Ķń––£¨◊‘Ą”įī ßŅōĶńērťgŅŅ«įÔ@ ĺ
•
ĆćērĪO(ji®°n)ŅōĶńŅō÷∆∂ňĻ¶ń‹£ļĪO(ji®°n)ŅōŪóńŅ‘O÷√°ĘĪO(ji®°n)Ņōērťg∑∂áķ‘O÷√(Ććēr°Ę∑÷Áä°Ę–°ēr°ĘŐž°Ę◊‘∂®Ńx)°ĘąůĺĮ“é(gu®©)Ąt‘O÷√
•
ÖRŅāąůĪŪ£ļƶ ßŅō–ŇŌĘŖM––ÖRŅā
|
