|
|
用SPC做品質(zhì)控制時(shí)應(yīng)該如何選擇合適的控制圖 |
 |
企業(yè)在用SPC做品質(zhì)控制的過(guò)程中,需要用到的工具手段就是控制圖,控制圖主要是一個(gè)統(tǒng)計(jì)管理工具。在SPC統(tǒng)計(jì)過(guò)程的,為不同的數(shù)據(jù)應(yīng)用不同的控制圖來(lái)統(tǒng)計(jì)。首先數(shù)據(jù)主要分為兩大類,一個(gè)是計(jì)量型數(shù)據(jù),另一個(gè)是計(jì)數(shù)型數(shù)據(jù)。
計(jì)量型:用各種計(jì)量?jī)x器測(cè)出、以數(shù)值形式表現(xiàn)的測(cè)量結(jié)果,包括用量?jī)x和檢測(cè)裝置測(cè)的零件直徑、長(zhǎng)度、形位誤差等,也包括在制造過(guò)程狀態(tài)監(jiān)控測(cè)得的切削力、壓力、溫度、濃度等。
計(jì)數(shù)型:通常是指不用儀器即可測(cè)出的數(shù)據(jù)。計(jì)件如不合格件數(shù);計(jì)點(diǎn)如PCB上的漏焊數(shù)、溢膠數(shù)等
以下是常見(jiàn)的控制圖類型:
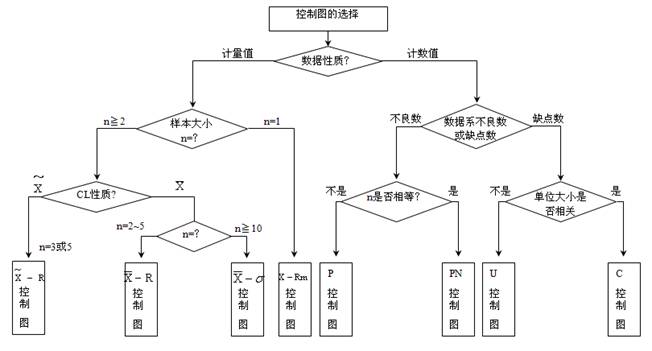
計(jì)量型控制圖:
• IX-MR(單值移動(dòng)極差圖)
• Xbar-R(均值極差圖)
• Xbar-s(均值標(biāo)準(zhǔn)差圖)
計(jì)數(shù)型控制圖:
• P(用于可變樣本量的不合格品率)
• Np(用于固定樣本量的不合格品數(shù))
• u(用于可變樣本量的單位缺陷數(shù))
• c(用于固定樣本量的缺陷數(shù))
那么企業(yè)在做SPC品質(zhì)控制過(guò)程中,應(yīng)如何選擇正確的控制圖呢?選擇技巧可參考以下圖表:
 | |


